е“ҒеҲ¶йҖ
з ”еҸ‘пјҢз”ҹдә§гҖҒй”Җе”®дёҺдёҖдҪ“
е“ҒеҲ¶йҖ
з ”еҸ‘пјҢз”ҹдә§гҖҒй”Җе”®дёҺдёҖдҪ“
 е“ҒеҲ¶йҖ
з ”еҸ‘пјҢз”ҹдә§гҖҒй”Җе”®дёҺдёҖдҪ“
е“ҒеҲ¶йҖ
з ”еҸ‘пјҢз”ҹдә§гҖҒй”Җе”®дёҺдёҖдҪ“

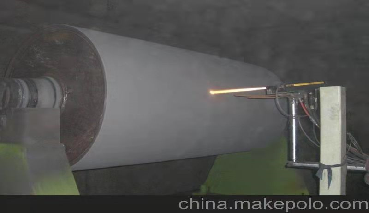
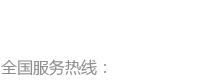
и¶…йҹійҖҹзҒ«з„°е–·ж¶ӮжҠҖжңҜеҸҠеә”з”Ё
ж°§зҮғж–ҷи¶…йҹійҖҹзҒ«з„°е’Ңз©әж°”зҮғж–ҷи¶…йҹійҖҹзҒ«з„°пјҲHVOFдёҺHVAF)
и¶…йҹійҖҹзҒ«з„°е–·ж¶ӮйҖӮеҗҲйҮ‘еұһйҷ¶з“·ж¶ӮеұӮзҡ„еҲ¶еӨҮпјҢз»“еҗҲејәеәҰй«ҳпјҢеӯ”йҡҷзҺҮдҪҺпјҢиҖҗзЈЁжҖ§дјҳи¶ҠпјҢдёҺзҲҶзӮёе–·ж¶ӮзӣёеҪ“пјҢдјҳдәҺзӯүзҰ»еӯҗе–·ж¶ӮпјҢд№ҹдјҳдәҺз”өй•Җ硬铬еұӮпјҲ3-5еҖҚпјүпјҢдёҺзӯүзҰ»еӯҗе–·ж¶ӮзӣёжҜ”пјҢз„°жөҒжё©еәҰзӣёеҜ№иҫғдҪҺпјҢйҡҫд»ҘеҲ¶еӨҮй«ҳзҶ”зӮ№ж°§еҢ–зү©йҷ¶з“·ж¶ӮеұӮгҖӮ
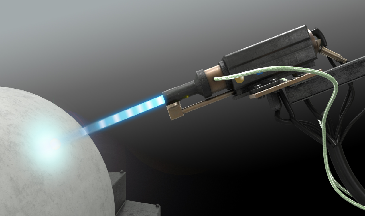

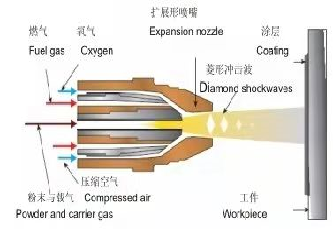
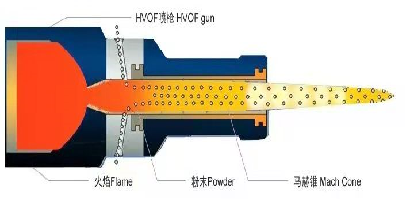
HVOFдёҺHVAFзҡ„е·ҘдҪңеҺҹзҗҶ
зҒ«иҠұеЎһзӮ№зҒ«зҮғзғ§пјҢж°®ж°”е°ҶзІүжң«йҖҒе…Ҙз„°жөҒпјҢ еңЁжңүйҷҗзҡ„еҮ дҪ•з©әй—ҙжһ„жҲҗзҮғзғ§еҢәеҹҹпјҢзҮғж–ҷдёҺж°§ж°”еңЁжңүйҷҗзҡ„з©әй—ҙиҝӣиЎҢй«ҳејәеәҰзҡ„зҮғзғ§пјҢдҪҝж°”дҪ“й«ҳйҖҹиҶЁиғҖпјҢеҪўжҲҗй«ҳеҺӢпјҢзҮғзғ§дә§зү©еңЁй«ҳеҺӢй©ұеҠЁдёӢеҪўжҲҗй«ҳйҖҹж°”жөҒпјҢд»Ҙ2еҖҚ马иө«д»ҘдёҠзҡ„й«ҳйҖҹйҖҡиҝҮй•ҝзҹӯдёҚеҗҢжһӘз®ЎеҶІеҮәжһӘеӨ–пјҢзҒ«з„°жё©еәҰзӣёеҜ№иҫғй«ҳпјҢзҮғзғ§е®Өжё©еәҰйҖҡеёёдёә2900-3100еәҰпјҢзІ’еӯҗзҡ„йҖҹеәҰеҫҲй«ҳпјҢж¶ӮеұӮдёҺеҹәдҪ“з»“еҗҲејәеәҰй«ҳпјҢеҜ№WC-Coж¶ӮеұӮжқҘиҜҙпјҢеҸҜиҫҫеҲ°150MPaд»ҘдёҠпјҢж¶ӮеұӮеӯ”йҡҷзҺҮдҪҺпјҢз”ҡиҮіе°ҸдәҺ1%пјҢж¶ӮеұӮзЎ¬еәҰй«ҳпјҢж®ӢдҪҷеә”еҠӣе°ҸгҖӮ
йҖӮеҗҲи¶…йҹійҖҹзҒ«з„°е–·ж¶Ӯзҡ„зІүжң«еҸҠжҖ§иғҪ
1.зўіеҢ–й’Ё-зўіеҢ–铬-й•ҚпјҲ73%WC-20%Cr3C2-7%Ni):
гҖҖгҖҖж¶ӮеұӮzuiй«ҳжүҖз”Ёжё©еәҰ750еәҰпјҢеӯ”йҡҷзҺҮе°ҸдәҺ1%пјҢз»“еҗҲејәеәҰеӨ§дәҺ70MPa,жҳҫеҫ®зЎ¬еәҰ1000-1400пјҢдјҳиүҜзҡ„жҠ—ж°§еҢ–е’ҢиҖҗи…җиҡҖжҖ§иғҪпјҢдјҳејӮз»“еҗҲејәеәҰпјҢиүҜеҘҪзҡ„иҖҗеҶІеҮ»жҖ§иғҪпјҢз”ЁдәҺйҳҖй—Ёпјӣй’ўй“ҒиЎҢдёҡ
2.зўіеҢ–й’Ё-12й•ҚпјҲ88%WC-12%NiпјүпјҲ90%WC-10%Ni)
гҖҖгҖҖж¶ӮеұӮzuiй«ҳжүҖз”Ёжё©еәҰ500еәҰпјҢеӯ”йҡҷзҺҮе°ҸдәҺ1%пјҢз»“еҗҲејәеәҰеӨ§дәҺ70MPa,жҳҫеҫ®зЎ¬еәҰ950-1350пјҢдјҳиүҜзҡ„иҖҗи…җиҡҖжҖ§иғҪпјҢиүҜеҘҪз»“еҗҲејәеәҰпјҢдјҳејӮзҡ„жҠ—еҶІеҮ»йҹ§жҖ§пјҢз”ЁдәҺиҖҗзЈЁйӣ¶д»¶пјӣйҖ зәёиҫҠиҪ®пјӣеҺӢзј©жңәеҸ¶зүҮпјӣжіөйҳҖзӯү
3.зўіеҢ–й’Ё-17й’ҙпјҲ83%WC-17%Co)
гҖҖгҖҖж¶ӮеұӮzuiй«ҳжүҖз”Ёжё©еәҰ500еәҰпјҢеӯ”йҡҷзҺҮе°ҸдәҺ1%пјҢз»“еҗҲејәеәҰеӨ§дәҺ70MPa,жҳҫеҫ®зЎ¬еәҰ900-1200пјҢиүҜеҘҪи…җиҡҖжҖ§иғҪпјҢдјҳејӮз»“еҗҲејәеәҰе’ҢжҠ—еҶІеҮ»йҹ§жҖ§пјҢдјҳиүҜиҖҗж»‘еҠЁзЈЁжҚҹе’Ңеҫ®йңҮиҖҗзЈЁжҖ§иғҪпјҢз”ЁдәҺеҺӢзј©жңәеҸ¶зүҮпјӣж¶ЎиҪ®пјҢйҖ зәёиҫҠиҪ®зӯү
4.зўіеҢ–й’Ё-12й’ҙпјҲ88%WC-12%Co)
гҖҖгҖҖж¶ӮеұӮzuiй«ҳжүҖз”Ёжё©еәҰ500еәҰпјҢеӯ”йҡҷзҺҮе°ҸдәҺ1%пјҢз»“еҗҲејәеәҰеӨ§дәҺ70MPa,жҳҫеҫ®зЎ¬еәҰ950-1350пјҢдјҳиүҜзҡ„иҖҗзЈЁжҚҹе’ҢиҖҗи…җиҡҖжҖ§иғҪпјҢиүҜеҘҪз»“еҗҲејәеәҰе’ҢдјҳејӮзҡ„жҠ—еҶІеҮ»йҹ§жҖ§пјҢз”ЁдәҺиҖҗзЈЁйӣ¶д»¶пјӣйҖ зәёиҫҠиҪ®пјҢжӢүдёқеЎ”иҪ®пјҢеҺӢзј©жңәеҸ¶зүҮпјҢжіөйҳҖзӯү
5.зўіеҢ–铬-й•Қ铬пјҲ90%Cr3C2-10%NiCr)пјҲ75%Cr3C2 -25%NiCr)(80%Cr3C2-20%NiCr) ж¶ӮеұӮzuiй«ҳдҪҝз”Ёжё©еәҰ870еәҰпјҢеӯ”йҡҷзҺҮе°ҸдәҺ1%пјҢз»“еҗҲејәеәҰеӨ§дәҺ70MPa,жҳҫеҫ®зЎ¬еәҰ850-1150з»ҙж°ҸзЎ¬еәҰпјҢжһҒеҘҪзҡ„жҠ—й«ҳжё©ж°§еҢ–пјҢжҠ—зЈЁзІ’зЈЁжҚҹе’Ңж»‘еҠЁзЈЁжҚҹжҖ§иғҪпјҢдјҳејӮзҡ„жҠ—зғӯж°”иҡҖжҖ§иғҪпјҢдјҳиүҜзҡ„жҠ—и…җиҡҖжҖ§иғҪпјҢз”ЁдәҺж¶ІеҺӢйҳҖпјҢжіөжқҶпјҢжұҪиҪ®жңәпјҢзғӯжҲҗеһӢжЁЎе…·зӯүйӣ¶д»¶.
6.зўіеҢ–й’Ё-й’ҙ-铬(86%WC-10%Co-4%Cr) ж¶ӮеұӮzuiй«ҳжё©еәҰ500еәҰпјҢеӯ”йҡҷзҺҮе°ҸдәҺ1%пјҢз»“еҗҲејәеәҰеӨ§дәҺ70MPa,жҳҫеҫ®зЎ¬еәҰ1000-1400з»ҙж°ҸзЎ¬еәҰпјҢжһҒеҘҪзҡ„иҖҗи…җиҡҖжҖ§иғҪе’ҢиҖҗзЈЁжҚҹжҖ§иғҪпјҢдјҳиүҜзҡ„иҖҗжұҪиҡҖжҖ§иғҪпјҢдјҳејӮзҡ„з»“еҗҲејәеәҰпјҢз”ЁдәҺзҹіжІ№з®ЎйҒ“пјӣйҳҖзұ»йӣ¶д»¶пјӣйҖ зәёиҫҠиҪ®пјӣй’ўй“ҒиҫҠиҪ®зӯү
 гҖҖ
гҖҖ
и¶…йҹійҖҹзҒ«з„°е–·ж¶Ӯж¶ӮеұӮе…·дҪ“зҡ„еә”з”Ё
 гҖҖгҖҖ
гҖҖгҖҖ